Method for determining the number of times of through-hole butt welded joints
1. The number of transillumination times of the small-diameter tube butt joint 100% detection: when using the oblique transillumination elliptical imaging, when T/Do ≤ 0.12, the transillumination is separated by 90° twice. When T/Do>0.12, transilluminate 3 times at 120° or 60°. For vertical transillumination overlay imaging, transillumination should generally be performed 3 times apart by 120° or 60°.
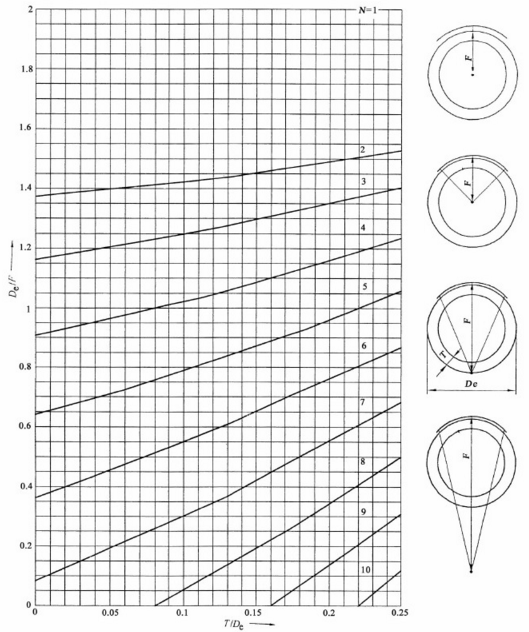
2. For 100% inspection of butt ring welded joints with an outer diameter of >100mm, the minimum number of transilluminations required is related to the transillumination mode and the transillumination and transillumination thickness ratios. This value can be directly found in the figure.
(1) Calculation method (more complicated)
(2) Chart method (practical)
Characteristics of radiography
(1) The test results are directly recorded - negative film
(2) A projection image of the defect can be obtained, and the defect is qualitatively and accurately quantified
(3) The detection rate of volume defects is high, and the detection rate of area defects is affected by many factors.
(4) Suitable for detecting thinner workpieces and not suitable for thicker workpieces
(5) It is suitable to detect butt welds, and the effect of detecting fillet welds is poor. It is not suitable for testing plates, bars and forgings.
(6) Some time structures and site conditions are not suitable for radiography
(7) It is difficult to determine the position and size (height) of the defect in the thickness direction of the workpiece.
(8) High detection cost
(9) Radiographic detection is slow
(10) Rays are harmful to the human body
-
 Sales@hata-ndt.com
Sales@hata-ndt.com -
 0086-0371-86172891
0086-0371-86172891