The thermal insulation layer will lead to an increase in geometric unsharpness, resulting in a decrease in sensitivity. The image quality index does not meet the requirements of NB/T47013.11-2015; geometric amplification will lead to distortion deformation amplification, and the blackness comparison test block measures the height of the defect itself. Consider the placement of the test block and the influence of the weld height.
The new technology of non-destructive testing is much larger than the optimal magnification, so it can't reach the best magnification mentioned in the standard when testing with cold-proof pipelines.
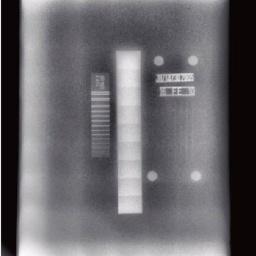
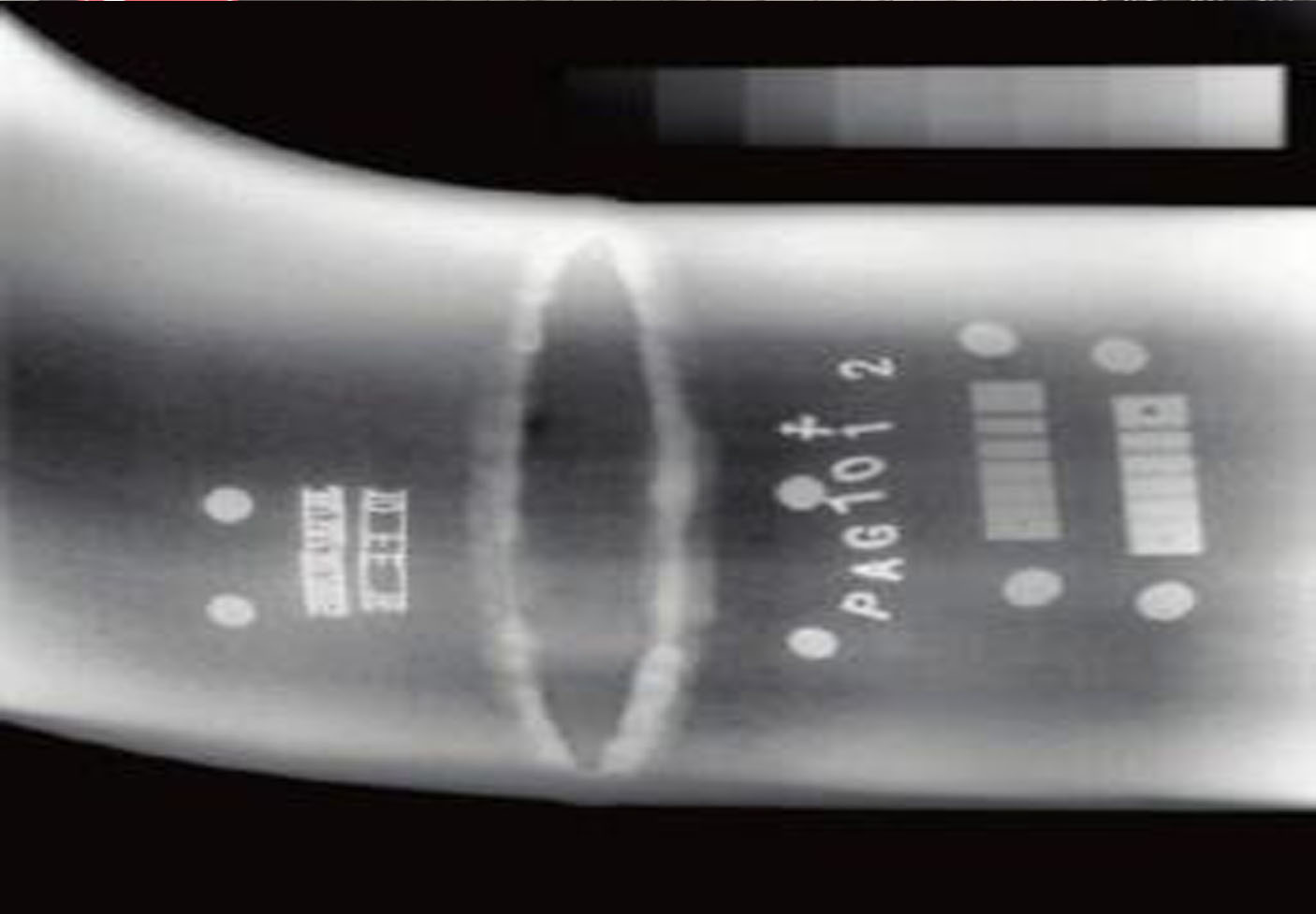
Double wire image quality test (resolution) The double wire image quality meter was placed on the 8 mm thick steel plate and the φ159×6 mm pipe for the resolution test. When the two-wire image quality meter is placed on the side of the imaging plate, D9 can be identified, meeting the image resolution requirements required for Class AB detection. When the double-wire image quality meter is placed on the side of the radiation source, only the D8 can be distinguished on the 8mm flat test piece, the resolution is lowered, and the monofilament image quality meter can recognize the 13th wire, as shown in Figure (1); φ159* On the 6mm pipe fitting, the double wire image quality meter can recognize D7, and the resolution is decreased, as shown in Fig. (2), which is mainly related to the increase of geometric unclearness of the two-wire image quality meter placed on the source side.
As the magnification of the transillumination arrangement increases, the geometric unsharpness increases, resulting in a decrease in image resolution, resulting in the detection of small defects such as cracks.
Figure (1) shown in the test plate two-wire image quality imaging test (image quality meter placed on the source side) D8 Figure (2) φ159 × 6mm pipe on the two-wire image quality imaging test (image quality meter placed on the source side) D73.2 linear image quality test (sensitivity). Conventional film ray detection commonly used linear image quality meter to characterize detection sensitivity.
-
 Sales@hata-ndt.com
Sales@hata-ndt.com -
 0086-0371-86172891
0086-0371-86172891