1. Geometric conditions
The distance from the selected source to the upper surface of the workpiece at the inspection site shall meet the following requirements:
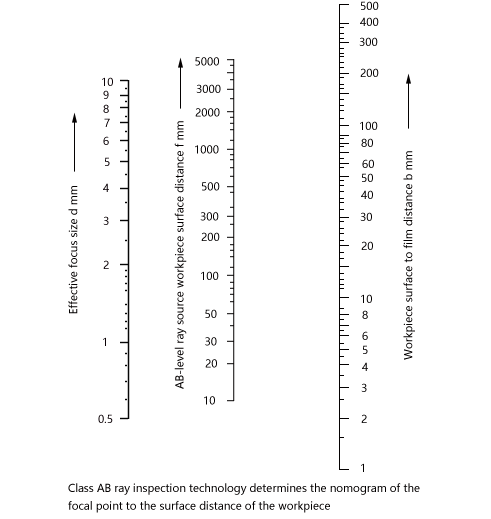
---A-level ray detection technology: f ≥ 7.5d.b (2/3)
---A-level radiation detection technology: f≥10d.b(2/3)
---A-level radiation detection technology: f≥15d.b(2/3)
F--the distance from the source of the radiation to the upper surface of the workpiece to be inspected, or the distance of the transillumination mm
D--effective focus size (the square focus takes the side length, the long focus takes the length 1/2 of the sum of the long and short sides)
b---the distance from the surface of the workpiece to the film at the inspection site mm
2. When using the source in the center of the circumferential exposure, as long as the obtained film blackness and image quality meter meet the requirements, the f value can be reduced, but the reduction value should not exceed 50% of the specified value.
3. When using other single-wall transillumination methods such as source, the f value can be reduced as long as the obtained film blackness and image quality sensitivity meet the requirements, but the reduction value should not exceed 20% of the specified value.
4. When segmentation exposure, the length of the weld detected by each exposure is called the length of the transillumination. In addition to meeting the requirements of geometric unsharpness, the length of one transillumination should meet the requirement of transillumination thickness ratio K.
For class AB: longitudinal joint K ≤ 1.03, ring seam K ≤ 1.1
However, for a 50mm<D0≤400mm hoop butt joint, K≤1.2 is allowed.
-
 Sales@hata-ndt.com
Sales@hata-ndt.com -
 0086-0371-86172891
0086-0371-86172891









