Pipe fittings - signal to noise ratio(1)
DR technology can be used for the detection of cold storage pressure pipelines, but the insulation layer of the cold storage pressure pipeline and the medium inside the pipeline will affect the test results.
Combined with the DR spot check of the cold storage pressure pipeline, the sensitivity of the DR detection of the cold storage pressure pipeline, the measurement of the defect geometry, and the geometric unsharpness were tested.
The thermal insulation layer will lead to an increase in geometric unsharpness, resulting in a decrease in sensitivity. The image quality index does not meet the requirements of NB/T47013.11-2015; geometric amplification will lead to distortion deformation amplification, and the blackness comparison test block measures the height of the defect itself. Consider the placement of the test block and the influence of the weld height
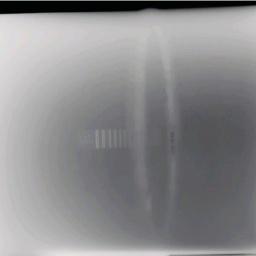
Non-destructive testing new technology detection signal-to-noise ratio has an impact on image quality meter identification. Take the double-wire image quality meter as an example. When the system is not corrected for a long time, the double-wired gauge number recognized by the 8mm test board is D8, which can be identified after calibration. D9, which improves the resolution. At the same time, multiple images are superimposed on the scene for detection, and the sensitivity is improved. However, if the number of superpositions is large, the on-site operation is inconvenient, the ray machine has a long working time, the dose is increased, and cooling may be required in the middle. Defect measurement Like film ray inspection, DR can easily measure the length and width of defects, but DR should fully consider the transillumination magnification. As shown in Figure (2):

-
 Sales@hata-ndt.com
Sales@hata-ndt.com -
 0086-0371-86172891
0086-0371-86172891