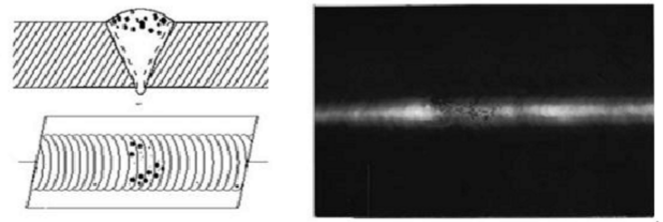
Surface vent
Reason: The cause of surface venting is generally caused by the use of welding materials that do not meet the requirements or the cleaning of the surface of the workpiece that does not meet the requirements or the angle of the welding rod is incorrect or the construction environment does not meet the requirements.
Prevention: Use the correct welding consumables, clean the workpiece before welding, and choose the proper welding angle.
Remedy: Use an angle grinder or welder chisel to clean the defect. If the surface of the weld is not up to standard after the defect is removed, the repair must be re-welded. The position of arc ignition and arc extinction must be taken into account during repair welding; after the repair welding is completed, the weld is re-polished to make the transition smooth.
Weld seam is not filled
Cause: The cause of the weld being unfilled is generally caused by the welder's lack of responsibility or improper form of the groove.
Prevention: Select the appropriate workpiece groove.
Remedy: Repair welding must be carried out again. The necessary cleaning should be carried out before repair welding. The position of arc ignition and arc extinction must be taken into consideration during repair welding. After the repair welding is completed, the Harvard energy should be re-polished to make the transition smooth.
Weld seam height exceeds standard
Reason: The cause of the weld height residue exceeding the standard defect is generally caused by improper operation method or improper placement of the interlayer weld bead.
Prevention: Arrange the interlayer welds reasonably.
Remedy: Use an angle grinder or a welder chisel to clean and smooth the defects to make the transition smooth and the welds meet the standard requirements.
Weld width and narrowness exceed the standard
Reason: The cause of the weld width and over-standard defects is generally caused by insufficient welder skill level or lack of responsibility or improper groove form.
Prevention: Choose the right groove.
Remedy: Use an angle grinder or a welder chisel to clean the defect so that the weld meets the standard requirements. Repair welding if necessary. The necessary cleaning should be carried out before repair welding. The position of arc starting and extinction should be taken into account during repair welding. After the repair welding is completed, the weld should be re-polished to make the transition smooth.
-
 Sales@hata-ndt.com
Sales@hata-ndt.com -
 +86 371 63217179
+86 371 63217179









