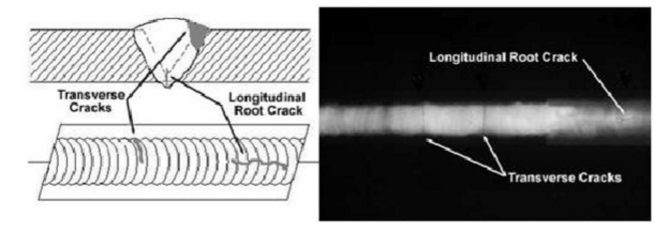
crack
Reason: The reason for the production of Len is generally caused by improper selection of the welding process or the contamination of the workpiece during the welding process with oil, water, etc. or the workpiece is in a strong external stress state during welding.
Prevention: Thoroughly clean the weldment surface before welding
Remedy: Grind the defects with an angle grinder and perform a PT coloring test. Make sure that the repair is performed without cracks. Repair welding can be carried out by two methods: GTAW and SMAW; necessary cleaning should be carried out before repair welding. The position of arc starting and extinction should be taken into account in repair welding; after repair welding, the weld should be re-polished to make the transition smooth.
If necessary, the weld should be spectroscopy to confirm whether the welding process is selected correctly. If the welding process is not properly selected, the weld should be re-welded.
Joint is not fused
Cause: The cause of the joint being a fusion defect is generally caused by improper cleaning or the position of the operating joint is not in place.
Prevention: clean the workpiece before welding, the operation is strictly in accordance with the correct procedure
Remedy: An angle grinder and a chisel are used to polish the defects and confirm that there is no defect and then repair. The necessary cleaning should be carried out before repair welding; the position of arc starting and extinction should be taken into account in the repair welding; after the repair welding is completed, the welding seam should be re-polished to make the transition smooth.
Non-root circular defects such as air holes and slag inclusions inside the weld
Reason: The cause of non-circular defects such as stomata and slag inclusion is generally caused by the failure to meet the requirements of interlayer cleaning or the failure of the welding consumables or the improper operation method or improper selection of process parameters or the construction environment has not reached the requirements.
Prevention: Correction of the above items.
Remedy: Use a corner grinder, chisel or carbon arc gouging to clean the defect and confirm that it is repaired without defects. The necessary cleaning should be carried out before the repair welding; the position of the arc starting and extinction arc must be taken into account during the repair welding and the necessary interlayer cleaning should be carried out; after the repair welding is completed, the welding seam should be polished to make it smooth.

-
 Sales@hata-ndt.com
Sales@hata-ndt.com -
 +86 371 63217179
+86 371 63217179









